五轴机床的运动特性要求伺服驱动系统有很好的动态特性和较大的调速范围。五轴数控的NC程序校验尤为重要,要提高机械加工效率,迫切要求淘汰传统的“试切法”校验方式 。在五轴数控加工当中,NC 程序的校验工作也变得十分重要, 因为通常采用五轴数控机床加工的工件价格十分昂贵,而且碰撞是五轴数控加工中的常见问题:刀具切入工件;刀具以极高的速度碰撞到工件;刀具和机床、夹具及其他加工范围内的设备相碰撞;机床上的移动件和固定件或工件相碰撞。五轴数控中,碰撞很难预测,校验程序必须对机床运动学及控制系统进行综合分析。从发动机部件到车身零部件,汽车行业严重依赖4轴CNC加工进行生产。重庆卧式五轴机床

五轴机床(5 Axis Machining),顾名思义,是指在X、Y、Z,三根常见的直线轴上加上两根旋转轴。A、B、C三轴中的两个旋转轴具有不同的运动方式,以满足各类产品的技术需求。而在5轴加工中心的机械设计上,机床制造商始终坚持不懈地致力于开发出新的运动模式,以***。综合目前市场上各类五轴机床,虽然其机械结构形式多种多样,但是主要有以下几种形式:1. 两个转动坐标直接控制刀具轴线的方向(双摆头形式)。2. 两个坐标轴在刀具***,但是旋转轴不与直线轴垂直(俯垂型摆头式)。3. 两个转动坐标直接控制空间的旋转(双转台形式)。4. 两个坐标轴在工作台上,但是旋转轴不与直线轴垂直(俯垂型工作台式)。5. 两个转动坐标一个作用在刀具上,一个作用在工件上(一摆一转形式)。发那科系统五轴木工机床厂家直销数控机床四轴可以用于加工平面、立体、曲面等不同形状的工件,而且可以使用不同的加工刀具进行加工。
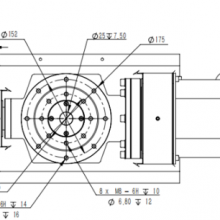
那么机床如何对这段偏移进行补偿呢?接下来我们就来分析一下这段偏移是怎么产生的。根据前文,我们都知道是由于旋转坐标的变化导致了直线轴坐标的偏移。那么分析旋转轴的旋转中心就显得尤为重要。对于双转台结构机床,C轴也就是第5轴的控制点通常在机床工作台面的回转中心。而第4轴通常选择第四轴轴线的中点作为控制点。数控系统为了实现五轴控制,需要知道第5轴控制点与第四轴控制点之间的关系。即初始状态(机床A、C轴0位置),第四轴控制点为原点的第四轴旋转坐标系下,第五轴控制点的位置向量[U,V,W]。同时还需要知道A、C轴轴线之间的距离。对于双转台机床,举例如下图所示。
数控系统控制点往往与刀尖点不重合,因此数控系统要自动修正控制点,以***刀尖点按指令既定轨迹运动。业内也有将此技术称为TCPM、TCPC或者RPCP等功能。其实这些称呼的功能定义都与RTCP类似,严格意义上来说,RTCP功能是用在双摆头结构上,是应用摆头旋转中心点来进行补偿。而类似于RPCP功能主要是应用在双转台形式的机床上,补偿的是由于工件旋转所造成的的直线轴坐标的变化。其实这些功能殊途同归,都是为了保持刀具中心点和刀具与工件表面的实际接触点不变。所以为了表述方便,本文统一此类技术为RTCP技术。五轴转台一般包含三个线性轴(X、Y、Z)和两个旋转轴(A、C或B)。
五轴转台一般包含三个线性轴(X、Y、Z)和两个旋转轴(A、C或B),可以完成沿三个线性轴的移动和两个旋转轴的转动,常用于复杂立体加工。五轴转台的主要特点是,控制轴数多:可以同时控制五个轴,加工范围和复杂度更高。加工精度高:由于可以同时控制多个轴,加工精度更高,适用于高精度的加工任务。加工效***:由于可以同时完成多个加工任务,加工效率更高,适用于大批量生产。 总的来说,四轴转台适用于一些简单的加工任务,而五轴转台适用于复杂的立体加工和高精度加工任务。在自动化蓬勃发展的时代,4轴加工已为各种制造工艺铺平了道路。理解这一自动化奇迹的复杂性是有趣、复杂的,但至关重要。五轴机床的结构比四轴机床更加复杂。江苏伺服五轴机床
4轴CNC机床有多种类型,每种都有其独特的功能并适合不同的应用。重庆卧式五轴机床
后置处理器,五轴机床和三轴机床不同之处在于它还有两个旋转坐标,刀具位置从工件坐标系向机床坐标系转换,中间要经过几次坐标变换。利用市场上流行的后置处理器生成器,只需输入机床的基本参数,就能够产生三轴数控机床的后置处理器。而针对五轴数控机床,目前只有一些经过改良的后置处理器。五轴数控机床的后置处理器还有待进一步开发。对CAD/ CAM系统的要求,对五面体加工的操作, 用户必须借助于成熟的CAD/CAM 系统,并且必须要有经验丰富的编程人员来对CAD/CAM 系统进行操作。重庆卧式五轴机床